
 更新时间:2024-07-04 13:17:55 来源:
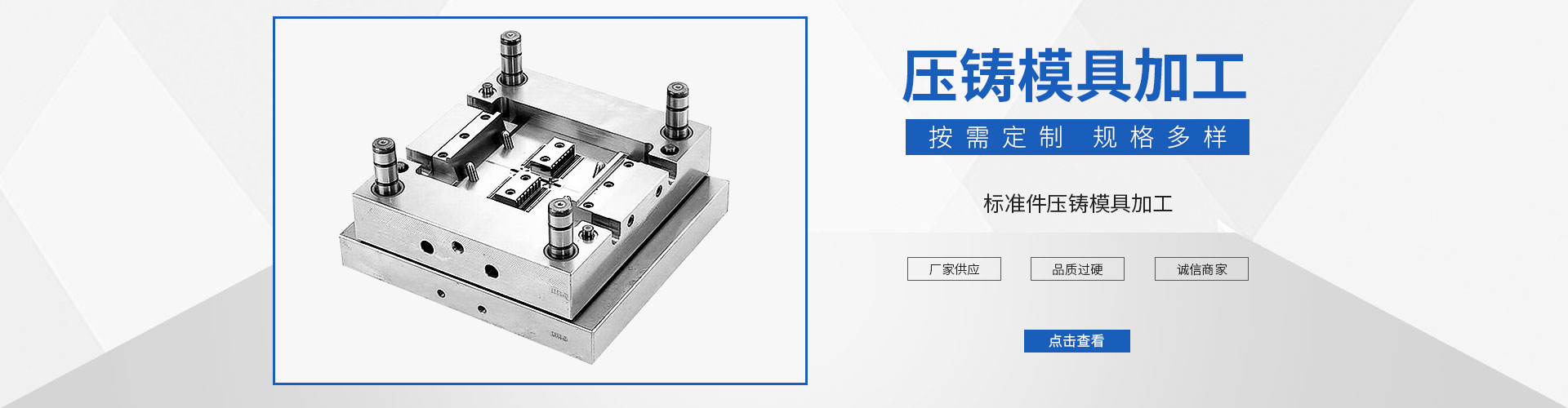
更新时间:2024-07-04 13:17:55 来源:上下模板(SLD)要求厚度H=30MM, 彈片類及特别的条件衝裁時要用SKH-9
下墊板厚度H=20MM,若衝孔多,打壓線, 打沙拉孔多時,必須改熱處理D2料;
一、冲压模具的根本类型: B a s i c t y p一e、s按冲压工序的组合方法分:
1)简略冲裁冲模: (Single operation die )在模具上只要一个加工工位,并且在冲床的一次行程 中只完结一 类冲压加工工艺。
2)复合冲裁模: (Compound die 在模具上只要一个加工工位,在冲床的一次行程中完结两 类以上的加工工艺。
上模座墊腳寬度40MM, 高度,排布數量依模具大 小并合作機台而均勻散布
下墊板厚度H=20MM,若衝孔多,打壓線, 打沙拉孔多時,必須改熱處理D2料;
下模座墊腳寬度40MM, 高度,排布數量依模具大 小并合作下模高度而定 下模托板一般厚度 H=20MM 模板超過500MM,H=25MM
下模座墊腳寬度40MM, 高度,排布數量依模具大 小并合作下模高度而定 下模托板一般厚度 H=20MM 模板超過500MM,H=25MM
固定銷一般必須釆用大于 10MM, 若模板長寬超過500MM要用 12MM, 固定銷要求有一只作方位防呆保護 PRL
上模托板一般厚度 H=20MM 模板超過500MM,H=25MM 上模座墊腳寬度40MM, 高度,排布數量依模具大 小并合作機台而均勻散布 上模座板厚度H=45MM(模板長 寬為500MM以下)H=50MM(模板 長寬超過500MM) 上墊板釆用彈簧脫料厚度H=23MM, 若衝孔多,打壓線,打沙拉孔多時, 必須改熱處理D2料;
3)多工位模: (transfer die) 使用机械手进行工序件传递。
上模座板厚度H=45MM(模板長 寬為500MM以下)H=50MM(模板 長寬超過500MM) 上墊板釆用彈簧脫料厚度H=23MM, 若衝孔多,打壓線,打沙拉孔多時, 必須改熱處理D2料;